Für elektronische Projekte und Experimente aber auch zur Lagerung von Komponenten oder für kleinere Werkzeuge kann ein 3D-Drucker recht nützlich sein. Dieser Beitrag soll kein Einstiegstutorial für den 3D-Druck, noch ein umfangreicher Einkaufsberater sein. Auch werden hier nicht die technischen Details der 3D-Drucker beleuchtet. Dafür gibt es unzählige bessere Seiten im WWW. Hier berichte ich über meine Anforderungen und Entscheidungen zum Kauf eines 3D-Druckers im Hobby-Bereich, sowie die ersten Schritte vom selbst erstellten 3D-Objekt bis zum fertigen Gegenstand.
Da es eine unüberschaubare Menge an verschiedenen Herstellern, Modellen und Preiskategorien im Bereich 3D-Drucker gibt, ist es sinnvoll, sich zunächst klar zu machen, was man eigentlich damit anfangen möchte. Bevor ich mich auf die Suche nach Kaufberatern, Foren oder sonstigen Informationen machte, trug ich zunächst alle wichtigen Eckdaten zusammen, die ein zukünftiger 3D-Drucker für mich erfüllen muss. Je mehr dieser Anforderungen zu Beginn feststehen, desto leichter kann man dann zwischen den einzelnen Varianten entscheiden.
Nachdem ich die wichtigsten Anforderungen zusammen gestellt hatte, begann ich die Recherche und las mich etliche Stunden durch unzählige Seiten und Beiträge im WWW.
Wenn man sich mit 3D-Druck(ern) beschäftigt, dann stolpert man zwangläufig über bestimmte Fachbegriffe, die einem Einsteiger zunächst nichts sagen oder bei denen unklar ist, ob sie wichtig für die eigene Kaufentscheidung sind. Die folgenden Unterpunkte sind keinesfalls erschöpfend und sollen nur eine grobe Übersicht geben. In vielen Fällen kann nur eine genauere Recherche weiterhelfen...
Es gibt recht viele verschiedene Verfahren, wie aus einem digitalen Modell ein reales Objekt "gedruckt" werden kann. Im Hobby-Bereich gibt es zwei weit verbreitete Verfahren, die zum Einsatz kommen:
Beim FDM-Verfahren werden zwei Materialien für den Druck oft genannt:
In der Regel wird ist das Filament mit einem Durchmesser von 1,75mm auf Spulen zu 1kg erhältlich. Andere Größen und Durchmesser sind auch üblich.
Auch als Fertigungsbereich bezeichnete maximal druckbare Objektgröße, die der Drucker leisten kann. Heutzutage ist bei vielen Geräten ein Minimum von 200mm × 200mm × 200mm (=8dm²) üblich.
Mit dieser Kennzahl die die Höhe zwischen den gedruckten Kunststoffbahnen des fertigen Objektes gemeint. Die üblichen Werte liegen momentan bei 0,05mm bis 0,3mm. Vor allem für detailreiche Objekte -wie Schmuck oder Modelle- empfehlen sich Schichtdicken unter 0,1mm. Allerdings erhöht eine Verringerung der Schichtdicke auch die Druckzeit.
Je größer die zu druckenden 3D-Objekte sind, umso mehr wirkt sich die Druckgeschwindigkeit auf die Druckdauer aus. Je höher die FDM Druckgeschwindigkeit ist, desto höher sollte auch die Drucktemperatur eingestellt sein.
Eine einfache Austauschbarkeit der Düse (und auch anderer Teile) ist vorteilhaft, vor allem wenn Teile defekt sind. Je höher die Düsentemperatur, desto mehr Materialien können zum Druck verwendet werden. 250°C sollten Minimum sein.
Auf dem Druckbett werden die 3D-Objekte gefertigt und sollte heizbar sein. Dies erhöht die Qualität der ersten Druckschicht und die Haftung auf dem Druckbett. Bei der Verwendung von PLA ist es nicht notwendig, das Druckbett zu beheizen, ist aber hilfreich. Beim Druck mit ABS-Material sollte nicht darauf verzichtet werden, da es sich beim Abkühlen verformen kann. (100°C sollte das Druckbett heizen können)
Die Zuführung der 3D-Modell-Daten zum Drucken können entweder mit einer SD-Karte oder auch über einen lokalen Druckserver per WLAN erledigt werden. Beide Vorgehensweisen haben ihre Vor- und Nachteile.
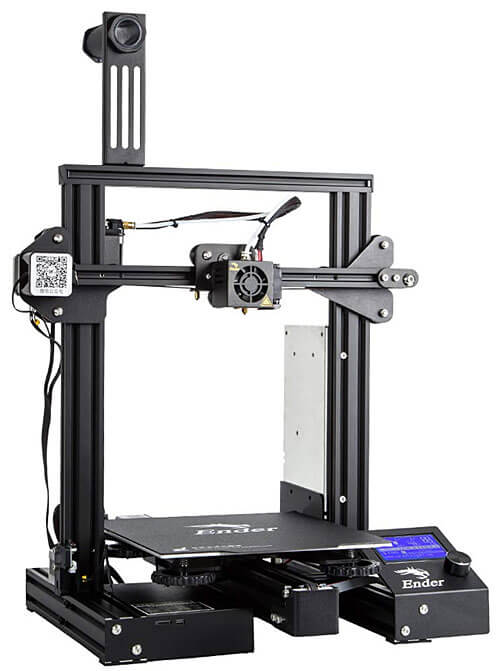
Schließlich hatte ich mich für den Ender-3 Pro von Creality entschieden, der meine Anforderungen erfüllte.
| Druckverfahren: | FDM(Fused Deposition Modeling) |
|---|---|
| Druckbereich: | 220mm × 220mm × 250mm |
| Fertigungsgeschwindigkeit: | <=180 mm/s, normal: 30-60 mm/s |
| Filament-Arten: | 1.75mm PLA, ABS, Wood, TPU, Gradient color, carbon fiber, etc. |
| Modellbeladung: | WLAN oder mit SD-Karte (offline) |
| Dateiformate: | STL, OBJ, AMF |
| Geräte-Abmessungen: | 595mm × 495mm × 165mm |
| Geräte-Gewicht: | 6,9kg |
| Stromversorgung: | AC; 100-120V/6,8A; 200-240V/3,4A/; 50/60Hz |
| Strom/Leistung: | 24V, 270W |
| Düsendurchmesser: | 0,4mm (0,2mm bzw. 0,3mm möglich) |
| Druckpräzision: | ±0.1mm |
| Heizbett: | <= 110℃ |
Geliefert wird der Ender-3 Pro als Selbstbausatz, d.h, es müssen einige Teile nach der Lieferung zusammengesetzt und verkabelt werden, damit der Drucker seinen Dienst aufnehmen kann. Es sind aber keine Vorkenntnisse bzgl. Mechanik oder Elektronik notwendig, um den Bausatz zu einem funktionierenden Drucker zusammenzubauen. Die mitgelieferte Anleitung befindet sich zusammen mit einer Slicing-Software und einigen sofort druckbaren Modell-Beispielen auf der SD-Karte. Sie ist in englischer Sprache gehalten und bebildert. Auch ein Video ist auf der SD-Karte zu finden, der jeden Schritt des Aufbaus zeigt. In ca. 2 Stunden hatte ich aus den Einzelteilen einen fertigen und verkabelten Drucker gebaut, jedoch empfiehlt es sich, eine helfende Hand (d.h. 2te Person) verfügbar zu haben, denn manche Teile lassen sich so einfacher zusammenschrauben. (Benötigte Werkzeuge liegen übrigens auch bei)

Nachdem der Drucker fertig aufgebaut und wackelfrei auf eine ebene Unterlage gestellt wurde, kann er in Betrieb genommen werden. Doch vor dem Druck des ersten Objektes sollten folgende Schritte vorgenommen werden, die auch in der mitgelieferten (recht kurzen aber ausreichenden) Anleitung beschrieben werden:
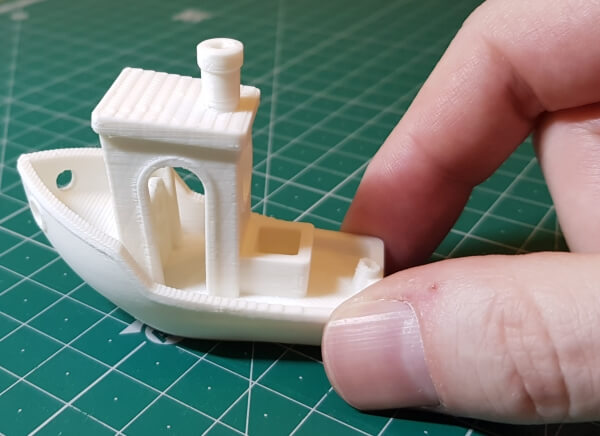
Als ich die mitgelieferten 3D-Modelle im .STL-Format in der Slicer-Software geöffnet hatte, war schnell klar, dass die Druckzeiten über 3 Stunden lagen. Daher habe ich mich zum ersten Druck für ein in der Szene übliches Testobjekt, den sog. 3DBenchy entschieden. Nach dem Download (STL) und dem Umwandeln in GCODE, wurde die Datei auf die SD-Karte geladen, dem Drucker zu füttern gegeben und der Druck-Auftrag gestartet.
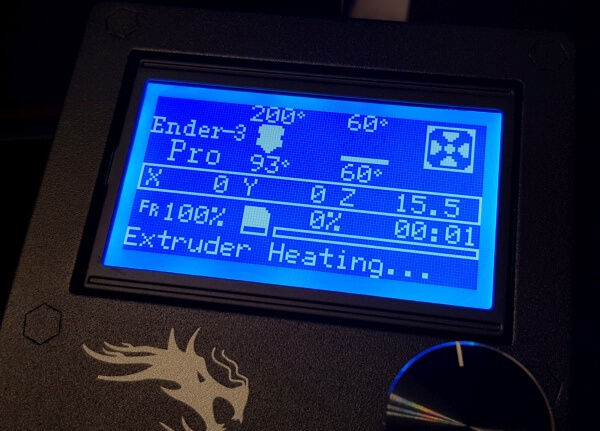
Der Druck fängt nicht sofort mit der Fertigung an, sondern heizt zunächst das Druckbett auf die vorgegebenen 60°C (~1-2min.) und dann den Extruder auf 200°C (~1min.):
Sobald die Temperaturen die richtigen Voreinstellungen erreicht haben, fängt der Drucker mit der ersten Schicht der Fertigung an und arbeitet sich langsam nach oben:

Nach ca. 1,5 Stunden des Wartens hat der Drucker seine Arbeit recht gut erledigt und fährt dann in den Extruder in die Ruheposition. Extruder und Heizbett werden nicht weiter geheizt und kühlen langsam ab. Man kann aber sofort das gefertigte Objekt vorsichtig vom Druckbett heben (evtl. mit dem beiligenden Kratzer):
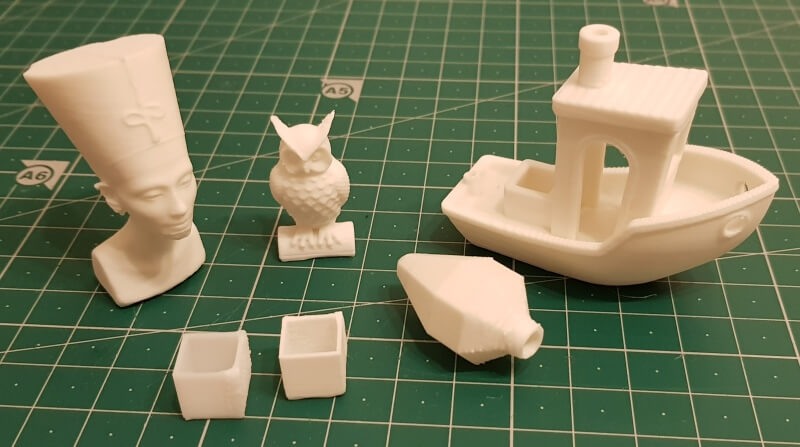
Die Begeisterung über das recht einfache Prozedere war groß und daher wurden gleich noch einige andere (vorgefertigte) Objekte in Angriff genommen:
Um überhaupt ein Objekt drucken zu können, muss zunächst ein digitales 3D-Objekt in einer speziellen Modellierungs-Software erstellt werden. Je nach Anwendungsgebiet (techn. Konstruktion oder künstlerisches/organisches Objekt) sind verschiedene Programme verfügbar. Hier nur einige Beispiele:
Slicer sind Programme, die in den meisten 3D-Druckprozessen die Objektmodelle in spezifische Anweisungen für den 3D-Drucker umwandeln. Hier ist vor allem die Konvertierung von einem Modell im STL-Format in Druckerbefehle im G-Code-Format hervorzuheben. (Weitere Informationen: Slicer-Software)
Für kleinere (schlecht haftenden) Modelle ist es sinnvoll eine Hilfskonstruktion auf der Unterseite des Objekte drucken zu lassen. Dies können die meisten Slicer in verschiedensten Varianten (skirt/brim/raft)
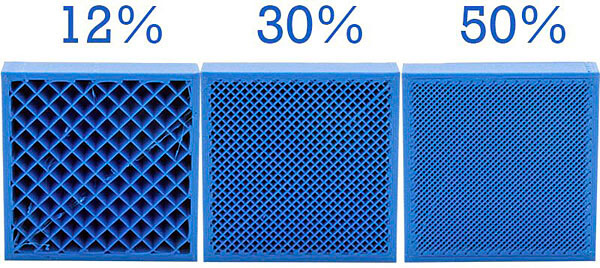
Manche 3D-Modell bestehen aus größeren gefüllten Bereichen (z.B. bei Figuren). Bei Druck würden diese vollständig vom 3D-Drucker mit Filament ausgefüllt werden. Dafür wird zum Einen viel Filament benutzt und der Druck dauert entsprechend lange Zeit. Um Zeit und Material zu sparen, kann der Slicer durch die "infill settings" bzw. "infill density" diese massiven Bereiche des Objektes mit einer Art Wabenstruktur füllen, so dass die Stabilität erhalten bleibt, aber dennoch wesentlich rationaler gedruckt wird. Der Cura-Slicer kann z.B. zwischen 0% density (=keinerlei Stützstruktur im Inneren) bis hin zu 100% (=gesamter Bereich vollständig ausgefüllt) füllen.
Einige nützliche 3D-Vorlagen zum selbst Anpassen und Ausdrucken gibt auf dieser Website, aber im WWW lassen sich auch eine Menge an bereits vorgefertigten 3D-Modellen finden, wie z.B. auf Thingiverse oder MyMiniFactory.
Für besonders große Drucke oder besonders gute Qualität kann man auch einen externen Dienstleister in Anspruch nehmen.